
 扫描关注微信
扫描关注微信



一、引言:
背板凸点主要指敷设后的组件层压出料后在组件背面凸起较多的“小圆点”(如图1)。通常,小圆点直径约1-2mm,凸起高度0.5-1mm,随着层压件出料后冷却凸点高度会逐渐增加,直至层压件冷却至常温。背板凸点严重影响组件外观,尤其侧面光照来看非常明显。从层压件正面来看,电池片间的焊带连接位置均有明显扭折的现象,将背板扒皮后此位置仍有凸起。通过调整层压时间、温度、压力等参数均无明显改善,但更换背板厂家或批次后凸点问题解决。由此,背板凸点问题应该与背板自身属性相关。
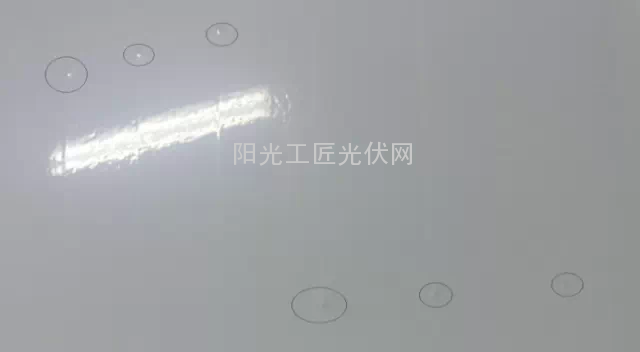
图1 背板凸点
二、实验及分析:
选择凸点批次与无凸点批次的背板同时进行层压。层压条件为层压温度145度,层压时间10分钟,抽真空时间5分钟。根据图2测量背板层压前与层压后横向及纵向的6个尺寸。尺寸变化如表一所示。
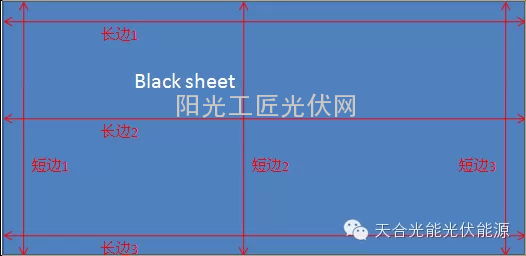
图2 背板测量尺寸示意图
表一 层压前后尺寸变化表

根据表一,凸点批次背板的长边收缩率明显高于无凸点批次,收缩率差异约0.2%(计算公式:收缩率=(层压前-层压后)/ 层压前×100%),而短边方向收缩不明显。由此判断,背板凸点与长边高收缩率有关。




 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...