
 扫描关注微信
扫描关注微信



光伏焊带是光伏组件的重要组成部分,属于电气连接部件,应用于光伏电池片的串联或并联,发挥导电聚电的重要作用,以提升光伏组件的输出电压和功率。
光伏焊带由基材和表面涂层构成:(1)基材是不同尺寸的铜材,并要求规格尺寸精确、导电性能好,具有一定的强度;(2)表面涂层可利用电镀法、真空沉积法、喷涂法或热浸涂法等特殊工艺,将锡合金等涂层材料,按一定成分比例和厚度均匀地覆裹在铜基材表面。因为铜基材本身没有良好的焊接性能,锡合金层的主要作用是让光伏焊带满足可焊性,并且将光伏焊带牢固地焊接在电池片的主栅线上,从而起到良好的电流导流作用。
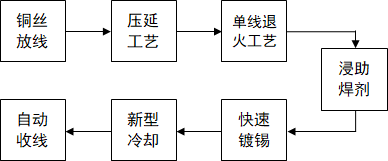
焊带制作工艺流程图
二、光伏焊带分类
2.1按照性能和应用类型分类
焊带在光伏组件应用上主要分为互连焊带和汇流焊带。互连焊带主要包括常规扁平焊带、MBB 焊带、低温焊带、低电阻焊带、异形焊带等;汇流焊带主要包括常规汇流焊带、冲孔焊带、黑色焊带、折弯焊带等。目前市场上主流光伏焊带产品为适用于多主栅组件的 MBB 焊带,直径在0.28~0.35mm,比之前5BB常规扁平焊带更细,有利于减少对电池片的遮光,更有效地利用太阳光,同时提高主栅数目有利于缩短电池片内电流横向收集路径, 降低串联电阻,减少电池功率损失。

2.2按照焊带成分分类
光伏用涂锡铜带一般由主基材铜和锡合金涂层组成。
2.2.1含铅涂锡铜带
①铜基:采用进口精炼韧性无氧铜/T2紫铜,含铜量≥99.99%,导电率≥98%
②铜基的电阻率:无氧铜≤0.0165Ωmm2/m T2紫铜≤0.0172Ωmm2/m
③涂层成分:63%Sn37%Pb、60%Sn40%Pb(可选)
④涂层厚度:单面涂层0.01~0.05mm,涂层均匀,表面光亮、平整。
⑤涂层熔点:183℃、190℃
⑥抗拉强度:软态≥25kgf/m㎡半软态≥30kgf/m㎡
⑦焊带伸长率:软态≥35% 3/4软态≥25% 1/2软态≥15%◆宽度误差:±0.1mm
⑧厚度误差:互连带±0.01mm,汇流带±0.015mm
2.2.2含铅含银涂锡铜带(成本较高)
①铜基:采用进口精炼韧性无氧铜/T2紫铜,含铜量≥99.99%,导电率≥98%
②铜基的电阻率:无氧铜≤0.0165Ωmm2/m T2紫铜≤0.0172Ωmm2/m
③涂层成分:63%Sn35%Pb2%Ag(可选)
④涂层厚度:单面涂层0.01~0.05mm,涂层均匀,表面光亮、平整。
⑤涂层熔点:179℃
⑥抗拉强度:软态≥25kgf/m㎡半软态≥30kgf/m㎡
⑦焊带伸长率:软态≥35% 3/4软态≥25% 1/2软态≥15%
⑧宽度误差:±0.1mm
⑨厚度误差:互连带±0.01mm,汇流带±0.015mm
含银焊带优势:
①增加焊锡与被焊接金属的冶金结合度。焊接后机械强度、导电性会更好;
② 加银之后,三元合金的熔点比二元合金的熔点还要低一些,其可焊性,流动性有所提高;
③电阻率会有所降低,耐高温的性能提高。
2.2.3无铅环保型涂锡铜带
①铜基:采用进口精炼韧性无氧铜/T2紫铜,含铜量≥99.99%,导电率≥98%
②铜基的电阻率:无氧铜≤0.0165Ωmm2/m T2紫铜≤0.0172Ωmm2/m
③涂层成分:96.5%Sn3.0Ag0.5%Cu、96.5%Sn3.5Ag(可选)
④涂层厚度:单面涂层0.01~0.05mm,涂层均匀,表面光亮、平整
⑤涂层熔点:217℃、221℃
⑥抗拉强度:软态≥25kgf/m㎡半软态≥30kgf/m㎡
⑦焊带伸长率:软态≥35% 3/4软态≥25% 1/2软态≥15%
⑧宽度误差:±0.1mm
⑨厚度误差:互连带±0.01mm,汇流带±0.015mm
原标题:一文深度了解光伏焊带(涂锡铜带)





 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...