
 扫描关注微信
扫描关注微信



关键词:光伏 多晶硅 铸锭 铸锭炉 G8
引言:近年来,为了尽快实现平价上网并能大规模应用,上下游各个生产环节(硅料、晶硅、切片、电池、组件、系统)都在不断地进行提高生产效率、降低生产成本、提升整体质量。
而晶硅环节中,市场首选是利用多晶硅进行铸锭。
在国内,目前光伏行业内主要的多晶铸锭设备是G6(6×6=36块方锭),新上或扩建的项目也大多选择G6。此外,已有部分设备制造商和研究人员对现有的多晶铸锭炉进行G7(7×7=49块方锭)改造(比如:JYT660炉型)。多晶铸锭最重要的是质量和成本,因此下一代G8多晶铸锭炉将是未来的发展方向。本文主要从G8铸锭炉的性能及特点进行探讨。
1.基本指标
目前,在行业内主流是G6,为了便于比较,我们将相关的基本数据进行汇总,如:石英坩埚尺寸、装料密度、装料量、工艺时间、能耗等,见表1。
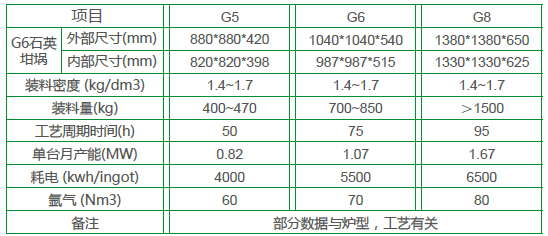
表1:铸锭工艺基本数据和指标
将对G5,G6,G8铸锭炉产出的硅锭主要数据(成品率、产能、转换效率)进行分析。G8铸锭炉投料量增加,硅锭尺寸相应加大,而头尾及边皮不合格区域重量(边皮厚度差别不大)增加较少,所以硅锭成品区域(A、B、C区)重量增加,成品率(利用率/成晶率)相应提高,见图1。
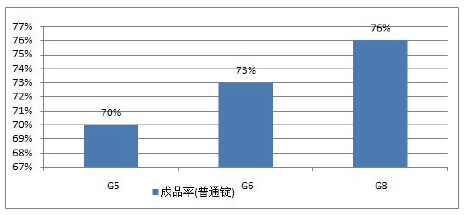
图1.不同铸锭炉的成品率
随着市场复苏,过剩问题正在缓解,但是,还难有根本性改观,过剩仍很严重,市场竞争将更加激烈,成本和质量才是最关键的考虑因素之一,在以后的竞争中,谁抓住了这两点取
得了优势,谁就掌握了以后市场的主动权。
采用G8,坩埚尺寸变大及铸锭热场改造,增加了投料量,提高了多晶硅锭成品率,而工艺时间却相对增加不多,单台铸锭炉的产能将大幅增加,则相同的产能,需要生产硅锭的数量将更少,或者需要更少的人力成本(非硅不变)。
另外,投料量加大、工艺时间增加不多,单位主、辅材以及能耗(耗电、水、气等)的降低,将进一步降低生产成本,见图2。
得了优势,谁就掌握了以后市场的主动权。
采用G8,坩埚尺寸变大及铸锭热场改造,增加了投料量,提高了多晶硅锭成品率,而工艺时间却相对增加不多,单台铸锭炉的产能将大幅增加,则相同的产能,需要生产硅锭的数量将更少,或者需要更少的人力成本(非硅不变)。
另外,投料量加大、工艺时间增加不多,单位主、辅材以及能耗(耗电、水、气等)的降低,将进一步降低生产成本,见图2。
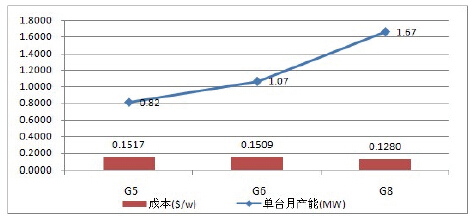
图2. 单台铸锭炉的月产能及成本
般C区具有相对较高的转换效率,有助于提升整锭的平均效率,见下图4。
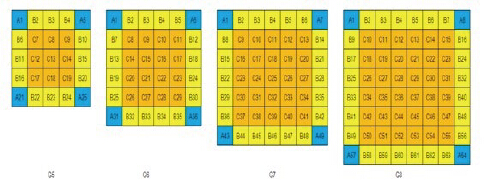
图3. G5~G8硅锭A,B,C区的不同分布
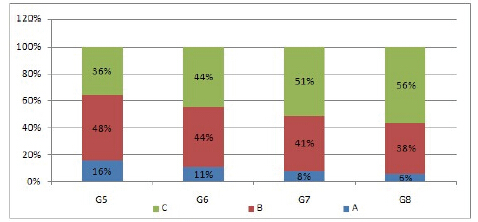
图4.G5~G8中 A.B.C区不同的占比
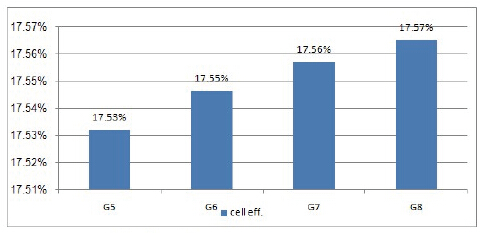
图5. G5~G8中C区不同比例对整锭平均效率的影响
3.热场和工艺调试
G5改造为G6,由于G5炉体具有足够大的的尺寸空间,热场较易扩大,而G8炉体尺寸限制和热场结构固定,改造和工艺调试比较复杂,因此,G8铸锭炉改造需要打破现有的炉型结
构和升级路线,属于全新的研制设计。
由于硅锭尺寸的加大,为确保硅锭熔化、长晶的固液界面、退火的均匀等,需要大尺寸热场温度控制稳定技术,即对热场温度横向梯度有效控制,又要对垂直温度梯度有效控制。
同时,也需要先进的定向结晶控制工艺,好的多晶铸锭工艺可以提高炉体热场的配套性,提高硅锭的质量和稳定性。G8改造后需要进行多晶工艺调整,如:降低工艺时间,控制晶向,减少位错和阴影及有效排杂。
因此,G8改造过程中控制方式、冷却方式、加热器配置和热场区域的布置,工艺配方都需要改动,例如:GT炉型,在结构上底部加热器的引入,在控制方式上加热器分开控制;ALD炉型,在结构上侧面加热器的引入,控制方式上冷却的打开方式需要调整。
4.安全性
和上游硅料生产环节一样,铸锭也是高危环节,在G6生产过程中,易发生支撑坍塌、坩埚破裂,导致硅液倾覆外流,炉体滴穿,甚者爆炸等严重事故,给企业造成了经济损失和人
员伤害。
相比于G5、G6,G8装料重量大幅度增加,工艺时间会延长,溢流风险性也会相应提高,安全性就显得尤为重要。因此,生产和改造中需要提高坩埚、涂层的质量,同时也需要加强支撑结构、溢流检测技术(快速、少量)、硅液吸收材料、防爆泄压性能等的设计。
5.其它
G8将是个系统工程,需要产业的上、下游配套。比如:针对当前长晶测量方式和装置,多采用接触式、人工,使用玻璃棒测量,记录及反馈数据,从而进行晶体生长控制,此方法存在漏气、断裂、粘棒等问题;如果可以采用非接触式测量技术,利用电磁波、成像、红外等原理,区分液体硅和固体硅,探测其高度,进而自动反馈测量数值,控制晶体生长,将更
加有效的辅助晶体生长工艺调整。
另外,具备G8剖切能力的开方机,起吊装置,线切机等相应技术开发也需要跟上。
6.结论
通过以上的分析可以得知,G8的劳动生产率更高,成本更低,质量也较好,优势明显。
随着多晶铸锭设备陆续的老化,将面临更新换代的需求,如果G8 较G7技术更加成熟,价格合理,那么G8将代替G7,或直接跨过G7,值得期待。
作者:韩华新能源科技有限公司 唐青岗 魏国 吴金友
G5改造为G6,由于G5炉体具有足够大的的尺寸空间,热场较易扩大,而G8炉体尺寸限制和热场结构固定,改造和工艺调试比较复杂,因此,G8铸锭炉改造需要打破现有的炉型结
构和升级路线,属于全新的研制设计。
由于硅锭尺寸的加大,为确保硅锭熔化、长晶的固液界面、退火的均匀等,需要大尺寸热场温度控制稳定技术,即对热场温度横向梯度有效控制,又要对垂直温度梯度有效控制。
同时,也需要先进的定向结晶控制工艺,好的多晶铸锭工艺可以提高炉体热场的配套性,提高硅锭的质量和稳定性。G8改造后需要进行多晶工艺调整,如:降低工艺时间,控制晶向,减少位错和阴影及有效排杂。
因此,G8改造过程中控制方式、冷却方式、加热器配置和热场区域的布置,工艺配方都需要改动,例如:GT炉型,在结构上底部加热器的引入,在控制方式上加热器分开控制;ALD炉型,在结构上侧面加热器的引入,控制方式上冷却的打开方式需要调整。
4.安全性
和上游硅料生产环节一样,铸锭也是高危环节,在G6生产过程中,易发生支撑坍塌、坩埚破裂,导致硅液倾覆外流,炉体滴穿,甚者爆炸等严重事故,给企业造成了经济损失和人
员伤害。
相比于G5、G6,G8装料重量大幅度增加,工艺时间会延长,溢流风险性也会相应提高,安全性就显得尤为重要。因此,生产和改造中需要提高坩埚、涂层的质量,同时也需要加强支撑结构、溢流检测技术(快速、少量)、硅液吸收材料、防爆泄压性能等的设计。
5.其它
G8将是个系统工程,需要产业的上、下游配套。比如:针对当前长晶测量方式和装置,多采用接触式、人工,使用玻璃棒测量,记录及反馈数据,从而进行晶体生长控制,此方法存在漏气、断裂、粘棒等问题;如果可以采用非接触式测量技术,利用电磁波、成像、红外等原理,区分液体硅和固体硅,探测其高度,进而自动反馈测量数值,控制晶体生长,将更
加有效的辅助晶体生长工艺调整。
另外,具备G8剖切能力的开方机,起吊装置,线切机等相应技术开发也需要跟上。
6.结论
通过以上的分析可以得知,G8的劳动生产率更高,成本更低,质量也较好,优势明显。
随着多晶铸锭设备陆续的老化,将面临更新换代的需求,如果G8 较G7技术更加成熟,价格合理,那么G8将代替G7,或直接跨过G7,值得期待。
作者:韩华新能源科技有限公司 唐青岗 魏国 吴金友





 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...