
 扫描关注微信
扫描关注微信



和其他的半导体器件一样,晶体硅太阳电池电极性能退化是造成组件性能退化或失效的根本原因之一,目前制造商对组件性能所做的承诺是:十年之内实际输出功率降低不大于最初功率的10%,20年之内不大于20%。在进行IEC认证时,出现问题最多的是功率衰减过多或绝缘性能达不到要求,除了材料因素造成功率衰减(硅基体内硼-氧复合)外,组件性能退化还与助焊剂的选用有直接关系,长期的实践证明:助焊机的助焊效果及可靠性是造成组件性能退化的一个重要原因。
2.0晶体硅对免清洗助焊剂的要求
太阳电池片的焊接不能简单选用电子工业中使用的助焊剂,因为电子工业中要焊接的元器件已封装,助焊剂仅对焊接点有影响,而太阳电池是未封装的半导体器件,不良助焊剂的使用会直接影响组件质量及封装的可靠性。
作为免清洗助焊剂必须具备以下几个条件:(1)焊后残留物最少;(2)焊后残留物在一定温度、湿度下保持惰性且无腐蚀;(3)焊后残留物应有高的绝缘电阻值。所谓焊后残留物,即助焊剂中的焊后不挥发成分和残留的活性成分以及焊后反应生成的金属氧化物等。从物理学的角度看,这种反应生成物和残留物质有可能是各向同性电介质。对于此种电介质的分子可分为两类;一类为无极分子,另一类为有极分子。对于无极分于构成的电介质,外电场越强,产生的诱导偶极矩越大,表面极化电荷就越多,电介质的极化就越强。对于有极分子构成的电介质来说,产生极化的过程与上述有所不同。虽然每一个分子都有一定的固有偶极矩,但在没有外电场的情况下,由于分子都作杂乱无章的热运动,所以对外不呈现电性。但是,在外电场的作用下,每一个分子都受到一电场力矩的作用,在此力矩的作用下,分子偶极短将转向外电场的方向。对于整个电介质来说,在垂直于电场方向的两表面上,也还是有极化电荷的产生。综上所述,虽然不同的电介质极化的微观机理不尽相同,但是在宏观上都表现为在电介质表面上出现面极化电荷或在电介质内部出现体极化电荷,即产生极化现象。这种极化现象是免清洗助焊剂焊后残留物产生绝缘劣化和腐蚀发生的根本原因。此外,高温高湿也会加剧极化现象。
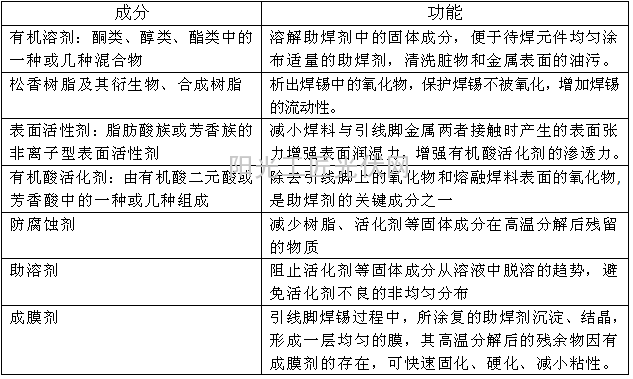
免清洗助焊剂成分及其功能一览表





 宁德时代吴凯...
宁德时代吴凯... 天合光能陈奕...
天合光能陈奕... 刘岩: 追光行...
刘岩: 追光行... 黄震院士:大...
黄震院士:大...